





CNC మిల్లింగ్ ప్రక్రియ
సంఖ్యా నియంత్రణ (కంప్యూటర్ సంఖ్యా నియంత్రణ మరియు సాధారణంగా CNC అని కూడా పిలుస్తారు) అనేది కంప్యూటర్ ద్వారా మ్యాచింగ్ టూల్స్ (డ్రిల్స్, లాత్లు, మిల్లులు మరియు 3D ప్రింటర్లు వంటివి) యొక్క స్వయంచాలక నియంత్రణ.ఒక CNC మెషిన్ కోడెడ్ ప్రోగ్రామ్ చేయబడిన సూచనలను అనుసరించడం ద్వారా మరియు మ్యాన్యువల్ ఆపరేటర్ లేకుండా నేరుగా మ్యాచింగ్ ఆపరేషన్ను నియంత్రించడం ద్వారా స్పెసిఫికేషన్లకు అనుగుణంగా మెటీరియల్ (మెటల్, ప్లాస్టిక్, కలప, సిరామిక్ లేదా మిశ్రమ) భాగాన్ని ప్రాసెస్ చేస్తుంది.
CNC మెషిన్ అనేది మోటరైజ్ చేయబడిన యుక్తి సాధనం మరియు తరచుగా మోటరైజ్ చేయబడిన యుక్తి వేదిక, ఇవి రెండూ నిర్దిష్ట ఇన్పుట్ సూచనల ప్రకారం కంప్యూటర్ ద్వారా నియంత్రించబడతాయి.G- కోడ్ మరియు M- కోడ్ వంటి మెషీన్ నియంత్రణ సూచనల యొక్క సీక్వెన్షియల్ ప్రోగ్రామ్ రూపంలో సూచనలు CNC మెషీన్కు పంపిణీ చేయబడతాయి, ఆపై అమలు చేయబడతాయి.ప్రోగ్రామ్ను ఒక వ్యక్తి ద్వారా వ్రాయవచ్చు లేదా చాలా తరచుగా గ్రాఫికల్ కంప్యూటర్-ఎయిడెడ్ డిజైన్ (CAD) సాఫ్ట్వేర్ మరియు/లేదా కంప్యూటర్ ఎయిడెడ్ మాన్యుఫ్యాక్చరింగ్ (CAM) సాఫ్ట్వేర్ ద్వారా రూపొందించబడుతుంది.3D ప్రింటర్ల విషయంలో, సూచనలను (లేదా ప్రోగ్రామ్) రూపొందించడానికి ముందు ముద్రించాల్సిన భాగం "ముక్కలుగా" ఉంటుంది.3డి ప్రింటర్లు కూడా జి-కోడ్ని ఉపయోగిస్తాయి.
CNC అనేది నాన్-కంప్యూటరైజ్డ్ మ్యాచింగ్పై మెరుగైన మెరుగుదల, ఇది మాన్యువల్గా నియంత్రించబడాలి (ఉదా. హ్యాండ్ వీల్స్ లేదా లివర్స్ వంటి పరికరాలను ఉపయోగించడం) లేదా యాంత్రికంగా ప్రీ-ఫ్యాబ్రికేటెడ్ ప్యాటర్న్ గైడ్లు (క్యామ్లు) ద్వారా నియంత్రించబడాలి.ఆధునిక CNC వ్యవస్థలలో, యాంత్రిక భాగం యొక్క రూపకల్పన మరియు దాని తయారీ కార్యక్రమం అత్యంత ఆటోమేటెడ్.భాగం యొక్క యాంత్రిక కొలతలు CAD సాఫ్ట్వేర్ని ఉపయోగించి నిర్వచించబడతాయి మరియు కంప్యూటర్-ఎయిడెడ్ మాన్యుఫ్యాక్చరింగ్ (CAM) సాఫ్ట్వేర్ ద్వారా తయారీ ఆదేశాలలోకి అనువదించబడతాయి.ఫలిత ఆదేశాలు ("పోస్ట్ ప్రాసెసర్" సాఫ్ట్వేర్ ద్వారా) కాంపోనెంట్ను ఉత్పత్తి చేయడానికి ఒక నిర్దిష్ట యంత్రానికి అవసరమైన నిర్దిష్ట ఆదేశాలుగా మార్చబడతాయి మరియు తరువాత CNC మెషీన్లోకి లోడ్ చేయబడతాయి.
ఏదైనా నిర్దిష్ట భాగానికి అనేక విభిన్న సాధనాల ఉపయోగం అవసరం కావచ్చు - డ్రిల్స్, రంపాలు మొదలైనవి - ఆధునిక యంత్రాలు తరచుగా బహుళ సాధనాలను ఒకే "సెల్"గా మిళితం చేస్తాయి.ఇతర ఇన్స్టాలేషన్లలో, అనేక విభిన్న యంత్రాలు బాహ్య నియంత్రిక మరియు మానవ లేదా రోబోటిక్ ఆపరేటర్లతో ఉపయోగించబడతాయి, ఇవి కంపోనెంట్ను యంత్రం నుండి యంత్రానికి తరలించబడతాయి.ఏదైనా సందర్భంలో, ఏదైనా భాగాన్ని ఉత్పత్తి చేయడానికి అవసరమైన దశల శ్రేణి అత్యంత స్వయంచాలకంగా ఉంటుంది మరియు అసలు CAD డ్రాయింగ్కు దగ్గరగా సరిపోలే భాగాన్ని ఉత్పత్తి చేస్తుంది.
మిల్లింగ్ అనేది ఒక కట్టింగ్ ప్రక్రియ, ఇది పని ముక్క యొక్క ఉపరితలం నుండి పదార్థాన్ని తొలగించడానికి మిల్లింగ్ కట్టర్ను ఉపయోగిస్తుంది.మిల్లింగ్ కట్టర్ అనేది రోటరీ కట్టింగ్ సాధనం, తరచుగా అనేక కట్టింగ్ పాయింట్లతో ఉంటుంది.డ్రిల్లింగ్కు విరుద్ధంగా, సాధనం దాని భ్రమణ అక్షం వెంట ముందుకు సాగితే, మిల్లింగ్లోని కట్టర్ సాధారణంగా దాని అక్షానికి లంబంగా తరలించబడుతుంది, తద్వారా కట్టర్ చుట్టుకొలతపై కత్తిరించడం జరుగుతుంది.మిల్లింగ్ కట్టర్ వర్క్ పీస్లోకి ప్రవేశించినప్పుడు, సాధనం యొక్క కట్టింగ్ అంచులు (వేణువులు లేదా దంతాలు) పదేపదే కత్తిరించబడతాయి మరియు పదార్థం నుండి నిష్క్రమిస్తాయి, ప్రతి పాస్తో వర్క్ పీస్ నుండి చిప్స్ (స్వార్ఫ్) షేవింగ్ చేయబడతాయి.కట్టింగ్ చర్య కోత రూపాంతరం;చిప్లను ఏర్పరచడానికి ఎక్కువ లేదా తక్కువ మేరకు (మెటీరియల్ని బట్టి) కలిసి వేలాడదీయబడిన చిన్న చిన్న సమూహాలలో పదార్థం పని ముక్క నుండి నెట్టబడుతుంది.ఇది బ్లేడ్తో మృదువైన పదార్థాలను ముక్కలు చేయడం నుండి మెటల్ కట్టింగ్ను (దాని మెకానిక్స్లో) కొంత భిన్నంగా చేస్తుంది.
మిల్లింగ్ ప్రక్రియ అనేక ప్రత్యేక, చిన్న కోతలు చేయడం ద్వారా పదార్థాన్ని తొలగిస్తుంది.అనేక పళ్ళతో కట్టర్ని ఉపయోగించడం, కట్టర్ను అధిక వేగంతో తిప్పడం లేదా కట్టర్ ద్వారా మెటీరియల్ని నెమ్మదిగా ముందుకు తీసుకెళ్లడం ద్వారా ఇది సాధించబడుతుంది;చాలా తరచుగా ఇది ఈ మూడు విధానాల కలయిక.[2]ఉపయోగించిన వేగం మరియు ఫీడ్లు వేరియబుల్స్ కలయికకు అనుగుణంగా మారుతూ ఉంటాయి.కట్టర్ ద్వారా ముక్క పురోగమించే వేగాన్ని ఫీడ్ రేట్ లేదా కేవలం ఫీడ్ అంటారు;ఇది చాలా తరచుగా కాలానికి దూరం (నిమిషానికి అంగుళాలు [in/min లేదా ipm] లేదా నిమిషానికి మిల్లీమీటర్లు [mm/min]), అయినప్పటికీ ప్రతి విప్లవం లేదా ప్రతి కట్టర్ టూత్ కూడా కొన్నిసార్లు ఉపయోగించబడుతుంది.
మిల్లింగ్ ప్రక్రియలో రెండు ప్రధాన తరగతులు ఉన్నాయి:
1.ఫేస్ మిల్లింగ్లో, కట్టింగ్ చర్య ప్రధానంగా మిల్లింగ్ కట్టర్ యొక్క చివరి మూలల్లో జరుగుతుంది.వర్క్ పీస్లో ఫ్లాట్ ఉపరితలాలను (ముఖాలు) కత్తిరించడానికి లేదా ఫ్లాట్-బాటమ్ కావిటీస్ను కత్తిరించడానికి ఫేస్ మిల్లింగ్ ఉపయోగించబడుతుంది.
2.పరిధీయ మిల్లింగ్లో, కట్టర్ యొక్క చుట్టుకొలతతో కట్టింగ్ చర్య ప్రధానంగా జరుగుతుంది, తద్వారా మిల్లింగ్ చేసిన ఉపరితలం యొక్క క్రాస్ సెక్షన్ కట్టర్ ఆకారాన్ని అందుకోవడం ముగుస్తుంది.ఈ సందర్భంలో కట్టర్ యొక్క బ్లేడ్లు పని ముక్క నుండి పదార్థాన్ని బయటకు తీయడం వలె చూడవచ్చు.లోతైన స్లాట్లు, దారాలు మరియు గేర్ పళ్ళను కత్తిరించడానికి పరిధీయ మిల్లింగ్ బాగా సరిపోతుంది.
| CNC యంత్రం | వివరణ |
| మిల్లు | కుదురు (లేదా వర్క్పీస్)ని వివిధ స్థానాలు మరియు లోతులకు తరలించడానికి నిర్దిష్ట సంఖ్యలు మరియు అక్షరాలతో కూడిన ప్రోగ్రామ్లను అనువదిస్తుంది.చాలామంది G- కోడ్ని ఉపయోగిస్తున్నారు.విధులు: ఫేస్ మిల్లింగ్, షోల్డర్ మిల్లింగ్, ట్యాపింగ్, డ్రిల్లింగ్ మరియు కొన్ని టర్నింగ్ను కూడా అందిస్తాయి.నేడు, CNC మిల్లులు 3 నుండి 6 అక్షాలను కలిగి ఉంటాయి.చాలా CNC మిల్లులకు వర్క్పీస్ను వాటిపై లేదా వాటిపై ఉంచడం అవసరం మరియు కనీసం వర్క్పీస్ అంత పెద్దదిగా ఉండాలి, అయితే కొత్త 3-యాక్సిస్ మెషీన్లు చాలా చిన్నవిగా ఉత్పత్తి చేయబడుతున్నాయి. |
| లాత్ | వర్క్పీస్లను తిప్పేటప్పుడు వాటిని కట్ చేస్తుంది.సాధారణంగా ఇండెక్సబుల్ టూల్స్ మరియు డ్రిల్లను ఉపయోగించి వేగవంతమైన, ఖచ్చితమైన కట్లను చేస్తుంది.మాన్యువల్ లాత్లపై తయారు చేయడం సాధ్యం కాని భాగాలను రూపొందించడానికి రూపొందించిన సంక్లిష్టమైన ప్రోగ్రామ్లకు ప్రభావవంతంగా ఉంటుంది.CNC మిల్లులకు సమానమైన నియంత్రణ లక్షణాలు మరియు తరచుగా G-కోడ్ని చదవవచ్చు.సాధారణంగా రెండు అక్షాలు (X మరియు Z) కలిగి ఉంటాయి, కానీ కొత్త మోడల్లు ఎక్కువ అక్షాలను కలిగి ఉంటాయి, ఇది మరింత అధునాతన ఉద్యోగాలను మెషిన్ చేయడానికి అనుమతిస్తుంది. |
| ప్లాస్మా కట్టర్ | ప్లాస్మా టార్చ్ ఉపయోగించి పదార్థాన్ని కత్తిరించడం ఉంటుంది.ఉక్కు మరియు ఇతర లోహాలను కత్తిరించడానికి సాధారణంగా ఉపయోగిస్తారు, కానీ వివిధ రకాల పదార్థాలపై ఉపయోగించవచ్చు.ఈ ప్రక్రియలో, నాజిల్ నుండి వాయువు (కంప్రెస్డ్ ఎయిర్ వంటివి) అధిక వేగంతో ఊదబడుతుంది;అదే సమయంలో, ముక్కు నుండి ఉపరితలం వరకు కత్తిరించబడిన వాయువు ద్వారా విద్యుత్ ఆర్క్ ఏర్పడుతుంది, ఆ వాయువులో కొంత భాగాన్ని ప్లాస్మాగా మారుస్తుంది.కట్ చేయబడిన పదార్థాన్ని కరిగించడానికి ప్లాస్మా తగినంత వేడిగా ఉంటుంది మరియు కరిగిన లోహాన్ని కట్ నుండి దూరంగా పేల్చడానికి తగినంత వేగంగా కదులుతుంది. |
| ఎలక్ట్రిక్ డిశ్చార్జ్ మ్యాచింగ్ | (EDM), స్పార్క్ మ్యాచింగ్, స్పార్క్ ఎరోడింగ్, బర్నింగ్, డై సింకింగ్ లేదా వైర్ ఎరోషన్ అని కూడా పిలుస్తారు, ఇది ఎలక్ట్రికల్ డిశ్చార్జెస్ (స్పార్క్స్) ఉపయోగించి కావలసిన ఆకృతిని పొందే తయారీ ప్రక్రియ.రెండు ఎలక్ట్రోడ్ల మధ్య వేగంగా పునరావృతమయ్యే కరెంట్ డిశ్చార్జ్ల శ్రేణి ద్వారా వర్క్పీస్ నుండి మెటీరియల్ తొలగించబడుతుంది, విద్యుద్వాహక ద్రవంతో వేరు చేయబడుతుంది మరియు విద్యుత్ వోల్టేజ్కు లోబడి ఉంటుంది.ఎలక్ట్రోడ్లలో ఒకదాన్ని టూల్ ఎలక్ట్రోడ్ లేదా కేవలం "టూల్" లేదా "ఎలక్ట్రోడ్" అని పిలుస్తారు, మరొకటి వర్క్పీస్ ఎలక్ట్రోడ్ లేదా "వర్క్పీస్" అని పిలుస్తారు. |
| బహుళ-కుదురు యంత్రం | సామూహిక ఉత్పత్తిలో ఉపయోగించే స్క్రూ యంత్రం రకం.ఆటోమేషన్ ద్వారా ఉత్పాదకతను పెంచడం ద్వారా అత్యంత సమర్థవంతమైనదిగా పరిగణించబడుతుంది.వైవిధ్యమైన సాధనాల సమితిని ఏకకాలంలో ఉపయోగించేటప్పుడు పదార్థాలను సమర్థవంతంగా చిన్న ముక్కలుగా కట్ చేయవచ్చు.మల్టీ-స్పిండిల్ మెషీన్లు డ్రమ్పై బహుళ కుదురులను కలిగి ఉంటాయి, ఇవి సమాంతర లేదా నిలువు అక్షం మీద తిరుగుతాయి.డ్రమ్ డ్రిల్ హెడ్ని కలిగి ఉంటుంది, ఇది బాల్ బేరింగ్లపై అమర్చబడి గేర్ల ద్వారా నడిచే అనేక కుదురులను కలిగి ఉంటుంది.ఈ డ్రిల్ హెడ్ల కోసం రెండు రకాల అటాచ్మెంట్లు ఉన్నాయి, డ్రిల్లింగ్ స్పిండిల్ యొక్క మధ్య దూరం వైవిధ్యంగా ఉండాలా అనే దానిపై ఆధారపడి స్థిరంగా లేదా సర్దుబాటు చేయవచ్చు. |
| వైర్ EDM | వైర్ కట్టింగ్ EDM, వైర్ బర్నింగ్ EDM లేదా ట్రావెలింగ్ వైర్ EDM అని కూడా పిలుస్తారు, ఈ ప్రక్రియ స్పార్క్ ఎరోషన్ను ఉపయోగించి మెషిన్ చేయడానికి లేదా ఏదైనా విద్యుత్ వాహక పదార్థం నుండి మెటీరియల్ను ట్రావెలింగ్ వైర్ ఎలక్ట్రోడ్ని ఉపయోగించి తొలగించడానికి ఉపయోగిస్తుంది.వైర్ ఎలక్ట్రోడ్ సాధారణంగా ఇత్తడి- లేదా జింక్-పూతతో కూడిన ఇత్తడి పదార్థాన్ని కలిగి ఉంటుంది.వైర్ EDM దాదాపు 90-డిగ్రీల మూలలను అనుమతిస్తుంది మరియు పదార్థంపై చాలా తక్కువ ఒత్తిడిని వర్తింపజేస్తుంది.ఈ ప్రక్రియలో వైర్ చెరిగిపోయినందున, ఒక వైర్ EDM మెషీన్ ఉపయోగించిన వైర్ను కత్తిరించి రీసైక్లింగ్ కోసం డబ్బాలో వదిలివేసేటప్పుడు స్పూల్ నుండి తాజా వైర్ను ఫీడ్ చేస్తుంది. |
| సింకర్ EDM | కుహరం రకం EDM లేదా వాల్యూమ్ EDM అని కూడా పిలుస్తారు, సింకర్ EDM చమురు లేదా మరొక విద్యుద్వాహక ద్రవంలో మునిగిపోయిన ఎలక్ట్రోడ్ మరియు వర్క్పీస్ను కలిగి ఉంటుంది.ఎలక్ట్రోడ్ మరియు వర్క్పీస్ తగిన విద్యుత్ సరఫరాకు అనుసంధానించబడి ఉంటాయి, ఇది రెండు భాగాల మధ్య విద్యుత్ సామర్థ్యాన్ని ఉత్పత్తి చేస్తుంది.ఎలక్ట్రోడ్ వర్క్పీస్కు చేరుకున్నప్పుడు, ప్లాస్మా ఛానెల్ని ఏర్పరుచుకునే ద్రవంలో విద్యుద్వాహక విచ్ఛిన్నం జరుగుతుంది మరియు చిన్న స్పార్క్ జంప్లు.ఉత్పత్తి తగ్గుతుంది మరియు అచ్చులు తరచుగా సింకర్ EDMతో తయారు చేయబడతాయి.సాఫ్ట్ ఫెర్రైట్ మెటీరియల్స్ మరియు ఎపాక్సీ-రిచ్ బాండెడ్ మాగ్నెటిక్ మెటీరియల్స్ వంటి కొన్ని పదార్థాలు సింకర్ EDMకి అనుకూలంగా ఉండవు ఎందుకంటే అవి విద్యుత్ వాహకత కావు.[6] |
| వాటర్ జెట్ కట్టర్ | "వాటర్జెట్" అని కూడా పిలుస్తారు, అధిక వేగం మరియు పీడనం వద్ద నీటి జెట్ లేదా ఇసుక వంటి రాపిడి పదార్థాల మిశ్రమంతో లోహం లేదా ఇతర పదార్థాలను (గ్రానైట్ వంటివి) ముక్కలు చేయగల సాధనం.యంత్రాలు మరియు ఇతర పరికరాల కోసం భాగాల తయారీ లేదా తయారీ సమయంలో ఇది తరచుగా ఉపయోగించబడుతుంది.కట్ చేయబడిన పదార్థాలు ఇతర పద్ధతుల ద్వారా ఉత్పన్నమయ్యే అధిక ఉష్ణోగ్రతలకు సున్నితంగా ఉన్నప్పుడు వాటర్జెట్ ప్రాధాన్య పద్ధతి.ఇది మైనింగ్ నుండి ఏరోస్పేస్ వరకు అనేక రకాల పరిశ్రమలలో అనువర్తనాలను కనుగొంది, ఇక్కడ ఇది కటింగ్, షేపింగ్, కార్వింగ్ మరియు రీమింగ్ వంటి కార్యకలాపాలకు ఉపయోగించబడుతుంది. |

CNC డ్రిల్లింగ్
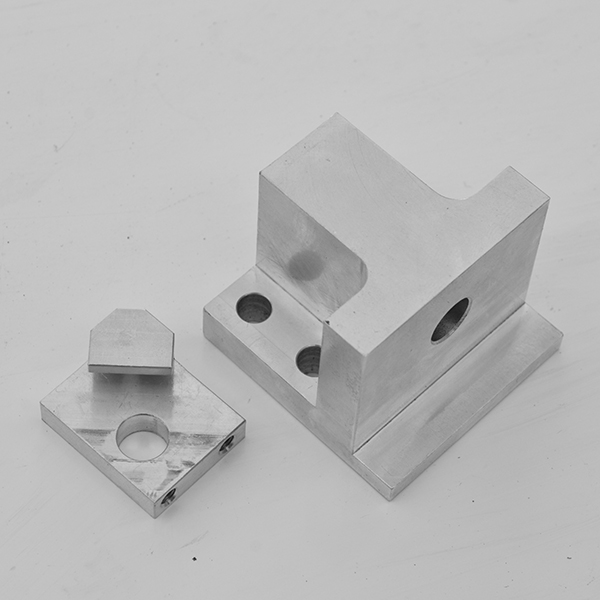
భాగాలు

CNC యంత్రం
అల్యూమినియం భాగాలు

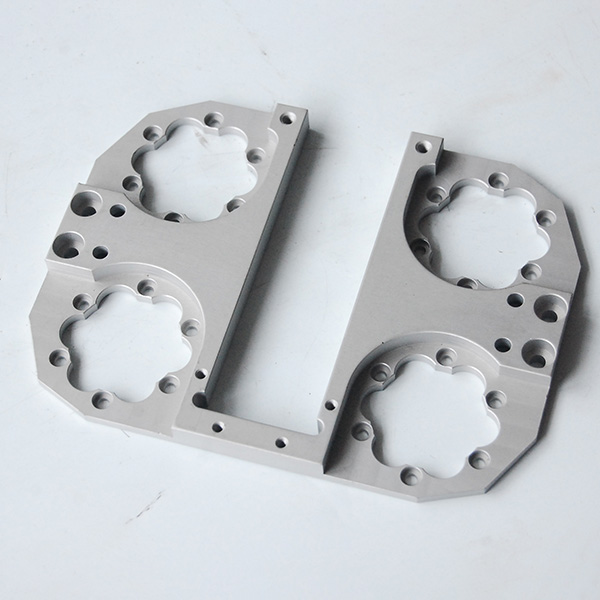
CNC మ్యాచింగ్
వంగిన భాగాలు

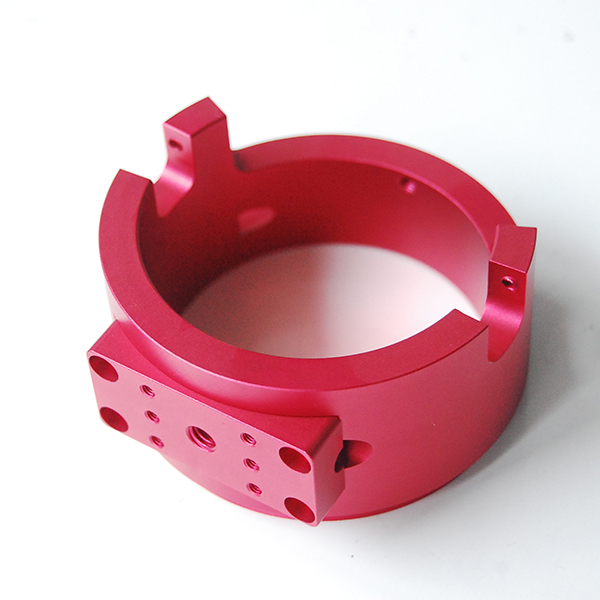
CNC మ్యాచింగ్ భాగాలు
యానోడైజింగ్ తో
అత్యంత ఖచ్చిత్తం గా
cnc భాగాలు
ఖచ్చితమైన అల్యూమినియం కాస్టింగ్
యంత్రం మరియు యానోడైజ్తో
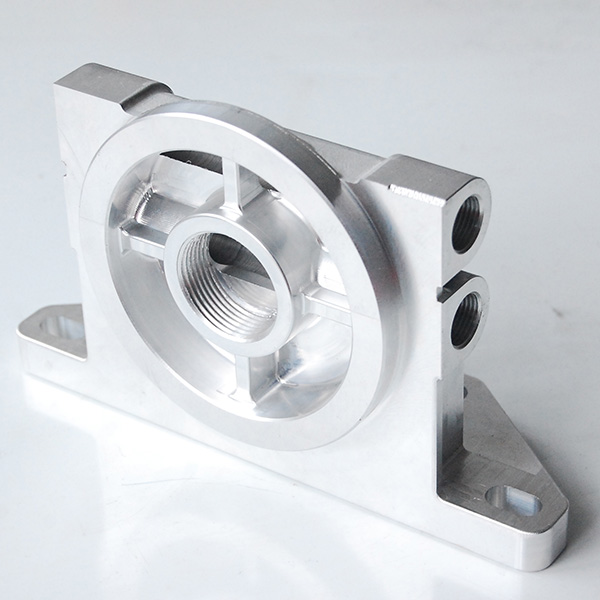
ఖచ్చితమైన తారాగణం అల్యూమినియం
యంత్రంతో

స్టీల్ cnc
మ్యాచింగ్ భాగాలు



